Fräsen optimieren durch effizienten Fräsvorgang
Viele Industrieprozesse laufen jahrelang ohne eine Optimierung durchlaufen zu haben. Anhand eines Beispiels aus der Fräsbearbeitung möchte ich Ihnen zeigen, was eine Optimierung in der Metallbearbeitung für die Effizienzsteigerung leisten kann.
Diesen Artikel können Sie hier downloaden.
Ist-Aufnahme
Ein mittelständisches Unternehmen fertigt mehrere tausend Stahlteile (Abb.1) pro Jahr auf einer CNC Fräsmaschine. Das Rohmaterial sind 8 mm dicke Platten welches auf einer Schlagschere vorgeschnitten wird.Überlegen Sie selbst, wie Sie das Werkstück bearbeiten würden.
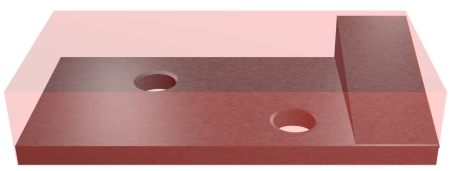
Foto: Dirk Brunner; Lizenz: CC BY SA 3.0
Im Unternehmen erfolgte die Fertigung folgendermaßen
1. Bearbeitung mit der Schlagschere.2. Nachfräsen der Kanten. Dazu wurden mehrere Werkstücke im Paket gespannt. 4 Aufspannungen pro Paket.
3. Aufspannen und Oberseite bearbeiten (Vorbohren, Bohren, Senken, Fräsen).
4. In eine Vorrichtung einspannen und die Schräge mit einem Schaftfräser fertigen.
5. Entgraten, Qualitätskontrolle und Versand.
Viele würden das Werkstück so fertigen.
Es geht deutlich schneller! Bevor es zur eigentlichen Optimierung geht, müssen die Fertigungsunterlagen und Prozesse im Unternehmen analysiert werden. Dabei fällt zuerst eine grobe Toleranz der Außenkanten von ±0,5mm auf. Die Oberfläche ist in diesem Bereich mit Ra=12,5µm angegeben. Einzig die Bohrungen sind mit ±0,1mm eng toleriert.
Nach Analyse der Toleranzen und Optimierung (Werkzeug, Fräsprogramm) können einige Schritte komplett entfallen. Der Schlüssel zum Erfolg ist eine vorhandene gute Schlagschere im Unternehmen und Werkzeugoptimierung incl. Anpassung des Programms.
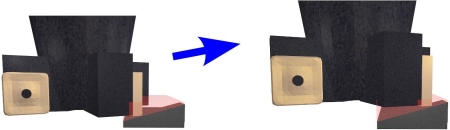
Foto: Dirk Brunner; Lizenz: CC BY SA 3.0
Abb. 2:Fräsen der Schräge
Folgende Schritte werden optimiert
1. Schlagschere schneidet auf Sollmaß.
2. Kein Vorbohren und extra Senkwerkzeug notwendig durch Einsatz eines kurzen Hartmetallbohrers mit integriertem Senker.
3. HSS – Walzenstirnfräser durch Eckmesserkopf ersetzt.
4. Die Schräge wird mit einem Eckmesserkopf von oben gefräst, wie in Abb. 2.
5. Einsatz eines zweiten Maschinenschraubstocks.
Dadurch ändern sich die Bearbeitungsschritte
1. Bearbeitung der Außenkanten mit der Schlagschere auf Sollmaß
2. Aufspannen und fertig von oben bearbeiten
Auswirkungen
Die Qualität ist jetzt deutlich höher, da keine Toleranzen durch das Umspannen hinzukommen. Bei der Bearbeitung konnten die Kosten um 72% gesenkt werden. Schon mit dem nächsten Fertigungslos war die Optimierung amortisiert.
Ausblick
Die Optimierung ist damit noch lange nicht ausgeschöpft. So wäre der Einsatz von 8 Spannvorrichtungen problemlos möglich. Auch das Werkzeug und andere Arbeitsschritte lassen sich noch weiter optimieren. Für das Unternehmen ist die umgesetzte Optimierung vom wirtschaftlichen Standpunkt. jedoch die beste Wahl. Jeder weitere Schritt wäre mit deutlichem Mehraufwand verbunden und wird nicht umgesetzt. Das ist gut so!
Denn bei der Optimierung geht es immer um eines – Kosten senken.
Sprechen Sie mit uns.
Tab. 1 - Optimierte Arbeitsschritte
Foto: Dirk Brunner; Lizenz: CC BY SA 3.0
| Pos | Alt | Neu |
|---|---|---|
| 1 | Bearbeitung mit der Schlagschere auf Übermaß. | Bearbeitung mit der Schlagschere auf Sollmaß. |
| 2 | Nachfräsen der Kanten. Werkstücke im Paket gespannt. 4 Aufspannungen pro Paket. | entfällt |
| 3 | Zentrierbohren, Werkzeugwechsel | Zwei Maschinenschraubstöcke. Zentrierbohren, Bohren und Senken mit einem Werkzeug. Werkzeugwechsel. |
| 4 | Bohren, Werkzeugwechsel | entfällt |
| 5 | Senken, Werkzeugwechsel | entfällt |
| 6 | Fräsen, Werkzeugwechsel | Fräsen, Werkzeugwechsel |
| 7 | In Vorrichtung einspannen und Schräge fräsen. | entfällt |
| 8 | Entgraten, Qualitätskontrolle und Versand. | Entgraten, Qualitätskontrolle und Versand. |
Kosteneinsparung: 72%
Sprechen Sie mit uns.
[html|
<script type="application/ld+json">
{
"@context":"https://schema.org",
"@type":"Article",
"mainEntityOfPage":{
"@type":"WebPage",
"@id":"https://www.technik-consulting.eu"
},
"headline": "Fräsen optimieren durch effizienten Fräsvorgang",
"description":"Optimierung einer Fräsbearbeitung und Kosteneinsparung von 72%. Hier zeige ich Ihnen wie.",
"image":"https://www.technik-consulting.eu/kategorien/Optimierung/dateien/Schraege_fraesen.jpg",
"author":{
"@type":"Person",
"name":"Dirk Brunner",
"url":"https://www.technik-consulting.eu/kategorien/%25C3%259Cber_uns/dateien/Herr_Brunner.jpg"
},
"publisher": {
"@type":"Organization",
"name":"Technik Consulting Brunner",
"logo":{
"@type":"ImageObject",
"url":"https://www.technik-consulting.eu/Logo_Technik-Consulting.jpg"
}
},
"datePublished": "2016-05-09",
"dateModified":"2023-02-09"
}
</script>