3D-Printer Injection Molding - 3DPIM
Selbst ein einfacher 3D-Drucker auf Filamentbasis kann mit ein paar Tricks Teile mit hoher Präzision und Geschwindigkeit herstellen. Dieses Verfahren ist nahezu kostenlos.

Foto: Dirk Brunner; Lizenz: CC BY SA 3.0
Einfacher Prozess
Das Ablauf ist denkbar einfach. Sie haben ein kleines Objekt, welches vervielfältigt werden soll. Von diesem Objekt wird ein Silikonabguss hergestellt, welcher nachher am 3D-Drucker mit Kunststoff gefüllt wird. Mit dem 3D-Drucker könnnen anschließend direkt auf die Silikonform weitere Objektdetails im üblichen 3D-Druckverfahren aufgebaut werden.
Foto: Dirk Brunner; Lizenz: CC BY SA 3.0
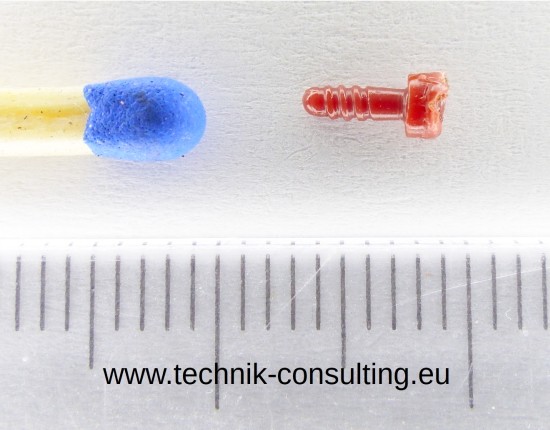
Foto: Dirk Brunner; Lizenz: CC BY SA 3.0
Automatisierung möglich
Das Verfahren kann mit einem einfachen 3D-Drucker vollautomatisiert werden. So kann beispielsweise der 3D-Drucker nach Fertigstellung des Objektes dieses aus der Silikonform ziehen oder drücken. Dadurch ist die Silikonform wieder frei und der nächste Druckvorgang kann beginnen. Das entformte Baueil kann in eine Kiste befördert werden. Es muss lediglich für genügend Filament gesorgt werden. Damit steht einer Kleinserienproduktion oder Serienproduktion nichts mehr im Wege.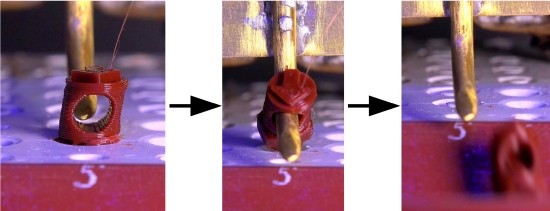
Foto: Dirk Brunner; Lizenz: CC BY SA 3.0
Damit Sie selbst dieses neuartige Verfahren ausprobieren können, folgt ein detaillierte Anleitung.
Anleitung für das 3D-PIM Verfahren
Objektauswahl für 3D-PIM
Die Silikonform stellt eine Negativform dar. Das Objekt sollte deshalb im Hinblick auf die Herstellung der Silikonform geeignet sein. Damit die Silikonform gut durch den 3D-Drucker gefüllt werden kann sind einige Punkte zu beachten:Keine stark saugenden oder porösen Oberflächen
Diese würden bei der Formherstellung mit dem flüssigen Silikon Probleme verursachen. Alternativ kann die Oberfläche z.B. Mit Vaseline, Wachs oder spezieller Knetmasse versiegelt werden. Gut geeignet sind glatte Oberflächen aus z.B. Metall, Kunststoff, Glas. Ungeeignet sind z.B. Schwämme, Textilien, raues Holz.
L/D-Verhältnis des Objektes beachten
Damit ist das Verhätlnis von Länge geteilt durch den Durchmesser gemeint. Eine kurze Schraube lässt sich leichter füllen, als eine lange. Der Kunststoff kühlt ab, wenn dieser in die Form gespritzt wird und härtet aus. Dadurch können lange Teile nur bedingt hergestellt werden, da der untere Teil nicht abgeformt wird. Für erste Tests sollten Sie ein L/D-Verhältnis von maximal 2 ausprobieren. Dies bedeutet, wenn das Objekt einen Duchmesser von ca. 4 mm hat, sollte es maximal 8 mm tief sein, besser weniger.
Hinterschnitt
Wenn das Objekt nach der Injektion weiter aufgebaut werden soll, ist ein leichter Hinterschnitt hilfreich.

Im Bild ist das Silikon orange und das Bauteil blau dargestellt. In Entformungsrichtung (Pfeil) behindert der Hinterschnitt (roter Kreis) die Entformung. Durch das flexible Silikon kann das Bauteil trotzdem entformt werden. Es hält durch den Hinterschnitt besser in der Form. Dadurch kann nach der Injektion im normalen Schichtverfahren auf das Bauteil gedruckt werden.
Denken Sie an das Gewinde in der Silikonform und einen individuellen Schraubenkopf im Standard-3D-Druckverfahren. Der Kunststoff wird auf der Silikonform nicht haften. Hat das Objekt keinen Hinterschnitt, so kann es nach oder während der Injektion herauswandern. Dies ist stark abhängig von dem Objekt. Flache Teile sind dabei deutlich anfälliger als tiefere. Verwenden Sie für erste Tests z.B. eine kurze M4-Schraube.
Silikonmaterial
Es gibt unterschiedliche Silikonsorten mit unterschiedlichen Eigenschaften. Die gute Nachricht ist, dass das 3DPIM-Verfahren mit fast jedem Silikon funktioniert. Bewährt haben sich weichere Silikonsorten, welche auch für Blei- / Zinnguss geeignet sind. Einkomponenten-Silikon (z.B. Silikon in einer Kartusche für Fugen) ist ungeeignet, da die Durchhärtung sehr lange dauert. Hier können Sie typischerweise mit einem mm pro Tag rechnen. Eine 20 mm dicke Form benötigt dann gut 10 Tage (da mm pro Seite zählen). Besser ist der Einsatz von Zweikomponenten-Silikon oder kurz 2K-Silikon. Hierbei vermischen Sie das flüssige Silikon mit dem Vernetzer. Diese Mischung härtet anschließend gleichmäßig aus. Üblicherweise sind solche Formen nach 24 Stunden einsetzbar.
Vorbereitung der Gussform
Legen Sie die Objekte, welche abgeformt werden sollen, auf eine glatte Oberfläche wie z.B. eine Glasplatte. Um ganz sicher zu gehen können Sie die Glasplatte und das Objekt mit Formtrennmittel behandeln (z.B. PVA-Lack).
Mit Trennmittel lässt sich das ausgehärtete Silikon später einfacher ablösen.


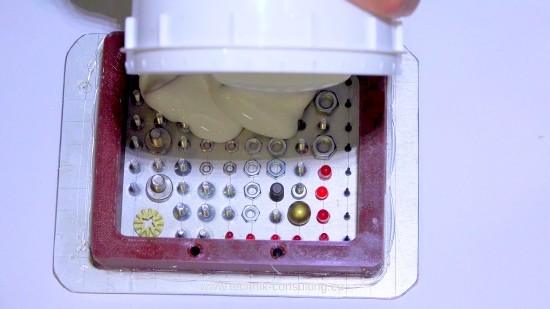
Werden die Objekte nicht fixiert, können sich diese beim Silikonguss verschieben oder aufschwimmen. Sie benötigen einen kleinen Kasten um Ihre Objekte, in den Sie das Silikon gießen können. Eine einfache Konstruktion aus Kunststoff- oder Metallstreifen genügt. Profis drucken diesen Kasten mit dem 3D-Drucker aus. Als weiteres Objekt nehmen sie noch eine Nadel oder einen dünnen Nagel hinzu. Dieser dient später als Referenz.

Mischen Sie die zwei Komponenten gemäß der Anleitung zusammen. Wenn Sie eine Vakuumpumpe zum entlüften haben, ist dies perfekt. Das Rührgefäß sollte dabei etwa das fünffache Volumen der Silikonmenge haben, ansonsten steigt es über den Gefäßrand beim Entlüften hinaus.
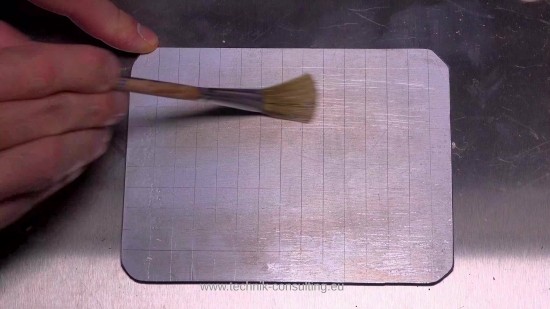
Haben Sie keine Vakuumanlage zum Entlüften, Pinseln Sie die Objekte mit der Silikonmischung mehrmals dünn ein. Dadurch werden Lufteinschlüsse an der Oberfläche minimiert.

Warten Sie, bis das Silikon vernetzt ist. Entfernen Sie anschließend den Kasten und die Objekte. Reinigen Sie die Silikonform von etwaigen Trennmittelresten.
Temperierung Silikonform empfohlen
Eine Temperierung wird empfohlen, da dadurch die Materialeigenschaften des Silikons verbessert werden. Führen Sie dies gemäß der Anleitung durch. Alternativ können Sie die Silikonform in einem Wasserbad sehr langsam (=mehrere Stunden!) erhitzen auf ca. 60 °C und bei dieser Temperatur einige Stunden halten. Erhitzen Sie das Silikon zu schnell, kann die Form erweichen und dadurch unbrauchbar werden. Dies ist vom Silikon abhängig.
Befestigen der Silikonform
Sie können die Silikonform mithilfe eines Primers (ein Mittel zum Aufpinseln, welches die Silikonoberfläche klebbar macht) auf eine Platte kleben. Diese wird am 3D-Drucker befestigt. Alternativ können Sie eine entsprechende Halterung mithilfe Ihres 3D-Druckers herstellen. Wichtig ist nur, dass die Silikonform sicher auf dem Druckbett befestigt ist.
Erster Test
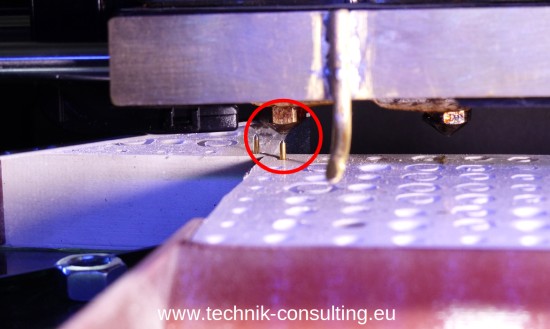
Fast alle 3D-Drucker lassen sich manuell bedienen. Nutzen Sie dies für einen ersten Test! Heizen Sie den Druckkopf hoch und positionieren diesen über dem Hohlraum Ihres Objektes im Silikon. Senken Sie den Druckkopf soweit wie möglich ab. Extrudieren Sie nun soviel Kunststoff, bis dieses wieder aus der Form quillt. Schon ist der erste Test fertig. Fahren Sie den Druckkopf zur Seite und warten Sie etwas, bis der Kunststoff abgekühlt ist. Entfernen Sie dann Ihr erstes Objekt. Es ist normal, wenn dieses noch nicht perfekt aussieht. Die Optimierung erfolgt später.
Referenzposition
Sie können einerseits die Silikonform fest mit dem Druckbett verbinden und die Referenzposition des 3D-Drucker verwenden. Andererseits können Sie manuell mithilfe eines kurzen Nagels in der Silikonform auch diese Position als Referenz verwenden. Der Nagel wird nach der Referenzierung sicherheitshalber entfernt.
Bei der manuellen Referenzierung hat sich bewährt mit dem Druckkopf knapp und exakt über den Nagel zu fahren. Damit haben Sie die Referenz in der Ebene. Vertikal empfiehlt sich als Referenz die Oberfläche der Silikonform.
Die manuelle Referenz eignet sich besonders für schnelle Tests, oder wenn die Silikonform nicht fest auf dem Druckbett befestigt werden kann.
Programmierung 3D-Drucker für 3DPIM
Für die Optimierung der Injektion empfiehlt sich ein einfaches Testprogramm, damit die wichtigsten Parameter eingestellt werden können. Diese sind:- Kunststoffsorte
- Position Druckkopf
- Temperatur Kunststoff
- Extrusionsgeschwindigkeit
- Druckbetttemperatur
Programmablauf 3D-Drucker für 3DPIM
- Hochheizen
- Druckkopf reinigen (=etwas extrudieren)
- Positionieren über dem Hohlraum (Kavität)
- Extrudieren
- Evtl. Weiterer Geometrie Drucken (z.B. Schraubenkopf)
- Evtl. Teil entfernen und zurückspringen zu Punkt 3 für nächstes Teil
Beispielprogramm (Schnipsel) 3D-Drucker für 3DPIM
; InitialisingM73 P0 ; enable build progress
M104 S280 T0 ;Extruder Temperatur
G162 X Y F3000 ; home XY maximum
G161 Z F1200 ; home Z minimum
G92 Z-5 ; set Z to -5
G1 Z0 ; move Z to 0
G161 Z F100 ; home Z slowly
M132 X Y Z A B ; recall home offsets
G90 ; Set to Absolute Positioning
G1 Z30 F3000
G1 X-9.7 Y-33.2
G1 Z41.1 F1000 ;Jetzt genau über kleiner Schraube links vorne, 20 mm über Oberkante Silikon
G92 X0 Y0 Z20 E0 ;Position setzen
;first extrude position
G1 Z20 F3000
G1 Y80 F3000
G1 Z0 F3000
G130 X20 Y20 Z20 A20 B20 ; lower stepper
;M140 S20 T0 ; Setzt Heizbett Temperatur in °C
M104 S280 T0 ;Extruder Temperatur
M71 (Temp wait)
G130 X127 Y127 Z40 A127 B127 ; default stepper Vrefs
G1 E30 F300 ; purge nozzle
G92 E0
G1 E-4 F600 ; Rückzug
G1 Y60 F3000
G1 Z2
G1 X25.5 Y19.5 F3000 ;C7 (M4-Mitte)
G1 Z-2
G1 E45 F600
G92 E0
G1 Z0
G1 E20 F400
G92 E0
G1 E-10 F600 ; Rückzug
M104 S240 T0 ;Extruder Temperatur
G1 Z20 F2000
;extrude position
G1 Y80 F3000
G1 Z0 F3000
G130 X20 Y20 Z20 A20 B20 ; lower stepper
;M71 (cool wait)
G4 P20000 ;wartet 20 Sekunden
G130 X127 Y127 Z40 A127 B127 ; default stepper Vrefs
G1 E10 F300 ; purge nozzle
G92 E0
G1 E-10 F600 ; Rückzug
G1 Y60 F3000
G1 Z2
G1 X25.5 Y19.5 F3000 ;C7 (M4-Mitte)
G92 X0 Y0 ;Position setzen
G1 Z0.180 F1200
;Ab jetzt Aufbau
;Fertig
G1 Z20 F6000
G1 X0 Y0
G92 X25.5 Y19.5 ;Position setzen
M104 S280 T0 ;Extruder Temperatur - für nächste Runde
G1 X100 Y100 F6000 ;Wegfahren
Generelle Empfehlungen zur Optimierung
Kunststoffsorte
Diese legen Sie vorher fest. Empfohlen werden erste Tests mit PLA. Ändern Sie die Kunststoffsorte müssen teilweise die anderen Parameter angepasst werden.
Position Druckkopf
Für dem Anfang exakt mittig über dem Hohlraum. Bei größeren Strukturen empfiehl es sich zuerst die tiefen Bereiche zu füllen, welche im Idealfall Hinterschnitte aufweisen. Dadurch wird die Gefahr verringert, dass die halbfeste Kunststoffmasse während der Injektion aus der Silikonform herausgedrückt wird. In den tiefen Bereiche kann sich die Kunststoffmasse gewissermaßen festhalten. Auf diese Basis können anschließen die flacheren Bereiche folgen.
Druckkopf so tief wie möglich
Der Druckkopf soll so weit wie möglich abgesenkt werden. Je kürzer die freie Strecke des Kunststoffstrahls in der Luft ist, um so besser. Der Kunststoff kühl an der Luft dadurch nicht so schnell ab und gelangt heißer in die Silikonform. Dadurch ist der Kunststoff flüssiger und bildet Details besser ab. Während der Injektion kann der Druckkopf verfahren werden, um einen Kontakt des injizierten Kunststoffes mit dem Druckkopf zu verhindern.
Temperatur Kunststoff
Dies ist ein weiterer wichtiger Parameter. Die Temperatur sollte so hoch wie möglich sein. Sind die Ergebnisse später in Ordnung, kann die Temperatur wieder gesenkt werden um die Zykluszeiten zu verkürzen und den Druckkopf zu schonen.
Durch die hohe Temperatur bleibt der Kunststoff länger flüssig und kann besser in die Silikonform gelangen. Dadurch wird die Abbildungsgenauigkeit erhöht.
Die Temperatur richtet sich zusätzlich nach der Kavität. Hohe Temperaturen bei tiefen Kavitäten mit hoher Detailgenauigkeit. Niedrigere Temperaturen bei flachen Kavitäten.
Extrusionsgeschwindigkeit
Dies ist ein wichtiger Parameter. Im Vorfeld sollten Sie einige Versuche mit der Extrusionsgeschwindigkeit unternehmen. Je höher die Temperatur, um so höher kann die Extrusionsgeschwindigkeit sein. Machen Sie am besten Tests im Vorfeld, indem Sie einfach an verschiedenen Stellen auf dem Druckbett ein paar Kunststoffhäufchen mit unterschiedlichen Extrusionsgeschwindigkeiten erzeugen. Danach wiegen Sie diese Häufchen mit einer Waage. Sie werden feststellen, dass diese leichter werden, je schneller extrudiert wird. Dies hängt von der Maschine und dem Druckkopf ab. Bestimmen Sie einen Wert, bei dem das Gewicht der Kunststoffproben noch nicht zu stark gesunken ist (ca. 10 %) im Vergleich zu einer "langsamen" Extrusion.

Zeit zwischen Extrusionen
Ein weiterer Parameter ist die Zeit zwischen den Extrusionen. Ist der Druckkopf schon länger heiß und wurde nichts extrudiert, kann der erste "Schuss" schneller erfolgen, da sich genügend heißer Kunststoff im Druckkopf angesammelt hat. Dies ist wichtig bei tiefen Strukturen. Sie können die erste Injektion kurz mit hoher Geschwindigkeit durchführen und danach mit niedriger Geschwindigkeit zu Ende extrudieren. Dauernd mit hoher Geschwindigkeit zu extrudieren ist sinnlos, da der Kunststoff nicht schnell genug geschmolzen werden kann. Die Antriebsräder werden auf dem Filament durchdrehen.
Ist der Druckkopf komplett aus Metall (All metal hotend), ist die produzierbare Kunststoffmenge höher im Vergleich zu einem Druckkopf mit Teflonröhrchen.
Druckbetttemperatur
Es empfiehlt sich nur bei sehr komplizierten Teilen mit einer hohen (>50 °C) Druckbetttemperatur zu arbeiten. Bei hoher Druckbetttemperatur dauert ein kompletter Zyklus sehr lange, da der Kunststoff zum Entformen ausreichen hart bzw. kalt sein muss. Das Aufheizen dauert ebenfalls sehr lange, da Silikon kein guter Wärmeleiter ist. Messen Sie die Temperatur in der Kavität, da es ein deutliches Temperaturgefälle zwischen Druckbett und Silikonform gibt.
Abhilfemaßnahmen bei Druckproblemen
Lange Teile nicht bis zum Ende gefülltTemperatur und Extrusionsgeschwindigkeit erhöhen. Position Druckkopf genau mittig über der tiefen Stelle. Druckkopf so tief wie möglich. Notfalls Druckbett beheizen.
Kunststoffmasse wird aus der Silikonform gedrückt
Temperatur erhöhen, Extrusionsgeschwindigkeit erniedrigen. Zuerst Bereiche der Form füllen, welche tief sind bzw. Hinterschnitte aufweisen.
Objekt verzieht sich beim Entformen
Länger warten und evtl. Temperatur senken.
Objekt lässt sich nur sehr schwer entformen
Weicheren Silikon verwenden. Objekt anders abgießen, so dass die Hinterschnitte in Entformungsrichtung schwächer ausfallen.
Ergebnis auch nach vielen Optimierungen schlecht
Kavität, Maschine und Kunststoff passen nicht zusammen.
Zykluszeit zu lange
Mehrere gleiche Objekte in die Silikonform gießen. Danach können die Objekte nacheinander gedruckt werden und haben mehr Zeit zum Abkühlen. Im Idealfall ist der 3D-Drucker immer beschäftigt.
Weitere Möglichkeiten
- Mehrfarbdruck mit hoher Präzision
- Serienproduktion mit einem normalen 3D-Drucker
- Einlegen von weiteren Materialien in die Kavität vor der Injektion wie z.B. LED's incl. Kabel.
Ihnen fallen sicherlich noch weitere Möglichkeiten ein. Ich freue mich auf spannende Diskussionen. Viel Freude mit der 3D-PIM Technik.

Sollten Sie Anmerkungen zu diesem Artikel oder Fotos von weiteren Objekten haben, können Sie mir diese gerne zusenden. Konstruktive Kritik ist jederzeit willkommen :-) .
Hinweis: 3D-PIM funktioniert auch mit einem 3D-Druckstift.